
Hola a todos;
Tengo un VDF chino marca Huanyuang mod. HY02D223D y de fábrica venía programado a 24.000rpm; quiero bajar las revoluciones a la mitad y la opción que me da el manual es cambiar el parámetro para 12.000rpm. Bien, hago los pertinentes ajustes pero lo único que consigo es visualizar en el display las 12.000rpm, pero la velocidad del spindle sigue siendo la misma.
Quiero matizar que la velocidad no la gradúo mediante Mach3 si no con el potenciómetro que trae incorporado el inverter.
Cualquier ayuda será bien apreciada.
Gracias.
Tendrías que variar los Hz
Algo más de información creo que sería mejor, dices que tienes un inverter o variador que viene programado de fabrica a 24000 rpm ?? Aquí nos falta saber que spindle o ruter tienes el inverter lo que hace es variarte la frecuencia de la ca que llega al motor y con ello variar la velocidad, seguramente tienes algo de la programación del variador mal , piensas que estás variando la frecuencia pero no es así, es raro que en el display te indique las rpm del motor para ello debería llevar un tacómetro conectado que no suele ser abitual.
Si has montado un vfd normal de los usados en el entorno de motores asincronos estandar, no tendras el resulado esperado. Un spindle de cnc necesita un inversor (vfd) especial, ya que al llegar a los 400 Hz bajaria el rendimiento drasticamente al 10%.
Por otro lado dices que la pantalla vfd indica 12000 rpm, que yo sepa la pantalla deberia indicar la frecuencia 200 cps para 12000 rpm hasta un maximo 400 cps en el caso de 24000 rpm.
Virutasibz y Miki; Gracias por responder.
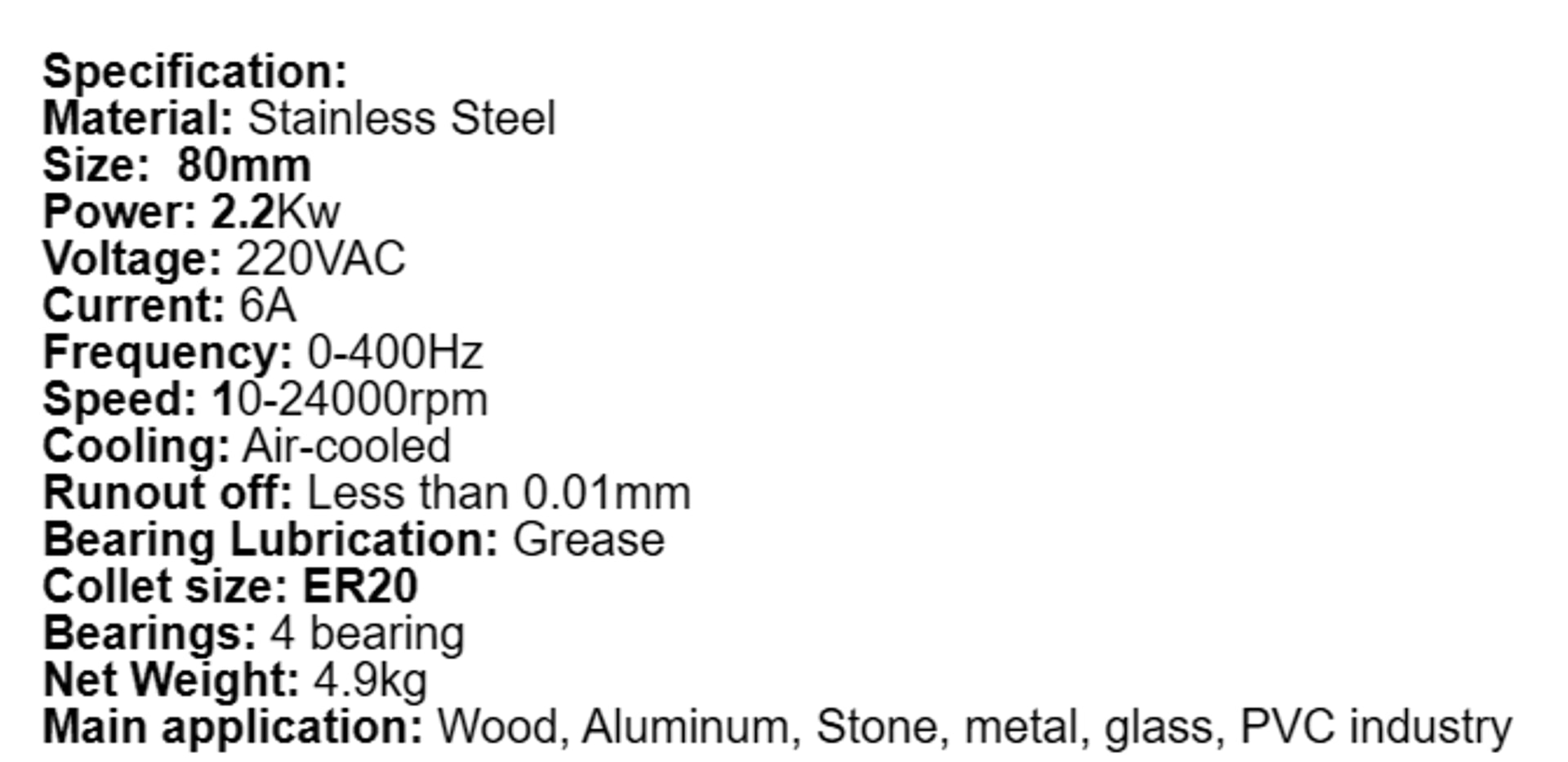
El spindle es marca CCS Modelo GDZ80X73-2-2 refrigerado por aire y de 400Hz y 2.2KW entrada monofásica , salida trifásica.
El caso es que llevo como 8 años trabajando madera por hobby y nunca he tenido problemas ya que la madera se trabaja rápido en rpm. El caso es que ahora tengo que fresar hierro de 10mm grosor y tengo que bajar velocidad ya que si no, voy a destrozar todas las fresas.
¿Bajando frecuencia no voy a perjudicar el spindle? He visto en foros que el spindle es muy fácil de quemar.

Hombre mecanizar acero ya necesitas un ruter serio la mayoría de los que yo conozco y he visto no tienes la posibilidad de mecanizar metales férricos.
A primera vista, esas especificaciones no son de un VFD, sino del electrohusillo (spindle) que se conecta a un VFD. Y hay un detalle importante: los datos no cuadran entre sí, así que conviene analizarlos con ojo crítico.
Otra cosa, el husillo es de 24000 rpm y se enfria con su propio chorro de aire, si bajas las rpm a la mitad, refrigeras la mitad, ojo a esto.
Suerte.
proteus;
Creo que el spindle es para cnc, son 2.2KW, los motores NEMA 34 no recuerdo el número pero estaban en el centro de la gama, los drivers de 40A, fuentes de alimentación de 450W (3) una para cada eje, además la máquina es toda de aluminio de 15mm chapado de la empresa Motedis alemana y mecanizada en taller de tornero, no sé que más puedo decir. Gracias por vuestros comentarios.
Mi opinion en lo de que no bajen las rpm a pesar de estar configurado es que no se configuro bien los parametros. Las revoluciones para trabajar acero son del entorno de 1000 rpm.
O la entrada de velocidad mal escalada (lo más común)
El CNC manda 0–10 V
Pero el VFD puede estar configurado como:
0–5 V
0–10 V
O incluso frecuencia fija ![]()
Resultado: Aunque “bajes rpm” en el software → el VFD sigue dando casi máxima frecuencia
Frecuencia mínima mal configurada
Muchos VFD vienen con:
Frecuencia mínima: 50 Hz o más
Entonces:
Nunca bajará de ~3000 rpm
Posibles causas reales
Entrada de velocidad mal escalada (lo más común)
El CNC manda 0–10 V
Pero el VFD puede estar configurado como:
0–5 V
0–10 V
O incluso frecuencia fija ![]()
Aunque “bajes rpm” en el software → el VFD sigue dando casi máxima frecuencia
Frecuencia mínima mal configurada
Muchos VFD vienen con:
Frecuencia mínima: 50 Hz o más
Entonces:
Nunca bajará de ~3000 rpm.
1 me gusta
Gracias proteus;
Voy a seguir estas indicaciones y ajustar la frecuencia.
Saludos
1 me gusta